Fr?sen ist ein subtraktives Fertigungsverfahren. Spiralfr?sen und konventionelles Fr?sen sind die beiden Hauptverfahren, mit denen Maschinenbauer Teile fr?sen. Die Entscheidung zwischen diesen beiden Verfahren ist oft schwierig, da beide Vor- und Nachteile haben. In diesem Artikel erfahren Sie, was die beiden Verfahren sind und worin der Unterschied zwischen konventionellem Fr?sen und Gleichlauffr?sen besteht. Au?erdem stellen wir Ihnen einige Faktoren vor, die Sie bei der Auswahl der beiden Verfahren berücksichtigen sollten, um die richtige Entscheidung zu treffen.
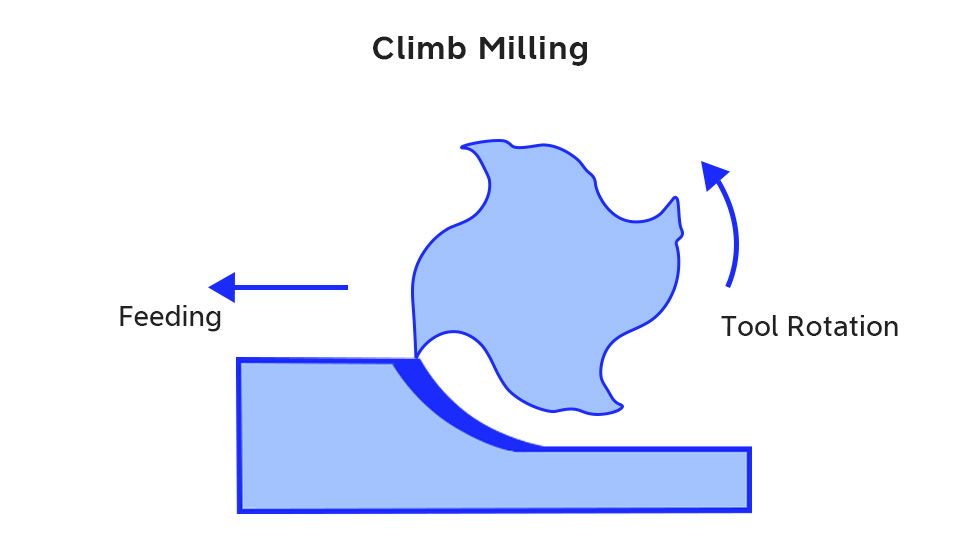
Was ist Climb Milling?
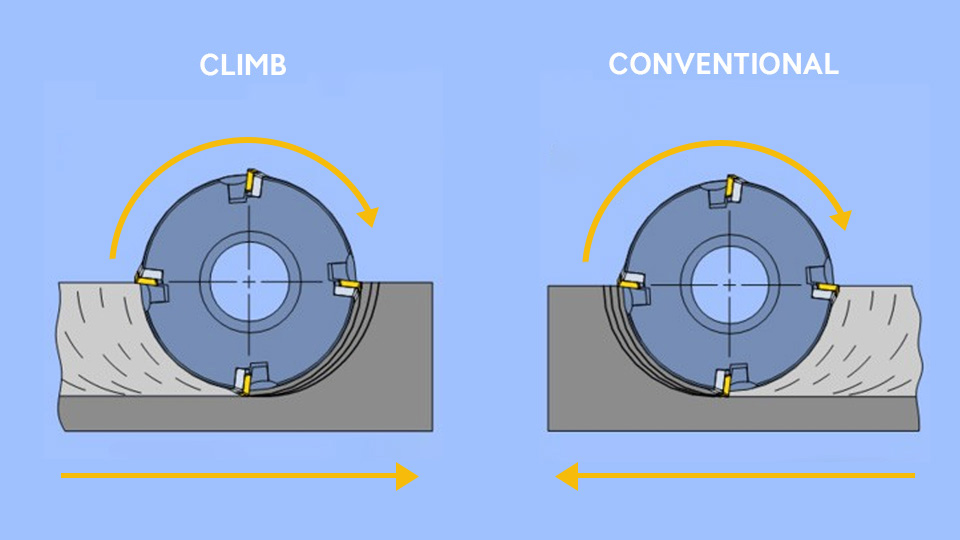
Die Arten des Fr?sens werden nach dem Verh?ltnis zwischen der Drehrichtung des Fr?sers und der Vorschubrichtung des Werkstücks unterschieden. Wenn die Drehrichtung des Werkzeugs mit der Vorschubrichtung des Werkstücks übereinstimmt, spricht man von Gleichlauffr?sen oder Gegenlauffr?sen. Beim Gleichlauffr?sen ist die Dicke des Werkstücks zu Beginn des Fr?sens am gr??ten und nimmt dann allm?hlich ab, bis sie am Ende Null erreicht.
Zu den Vorteilen des Gleichlauffr?sens geh?ren:
- L?ngere Lebensdauer der Werkzeuge: Beim Gleichlauffr?sen nimmt die Schnittdicke schrittweise von klein nach gro? zu. Diese Methode erm?glicht es dem Fr?ser, von flach nach tief zu schneiden, was die Lebensdauer des Werkzeugs verl?ngert.
- Bessere Oberfl?chenqualit?t: Die Schnittkraft beim Abw?rtsfr?sen ist gering und die Besch?digung der Werkstückoberfl?che ist gering, so dass eine pr?zisere Oberfl?che bearbeitet werden kann.
- Niedriger Energieverbrauch: Bei gleichen Schnittbedingungen ist der Stromverbrauch beim Gleichlauffr?sen in der Regel 5% bis 15% niedriger als beim konventionellen Fr?sen.
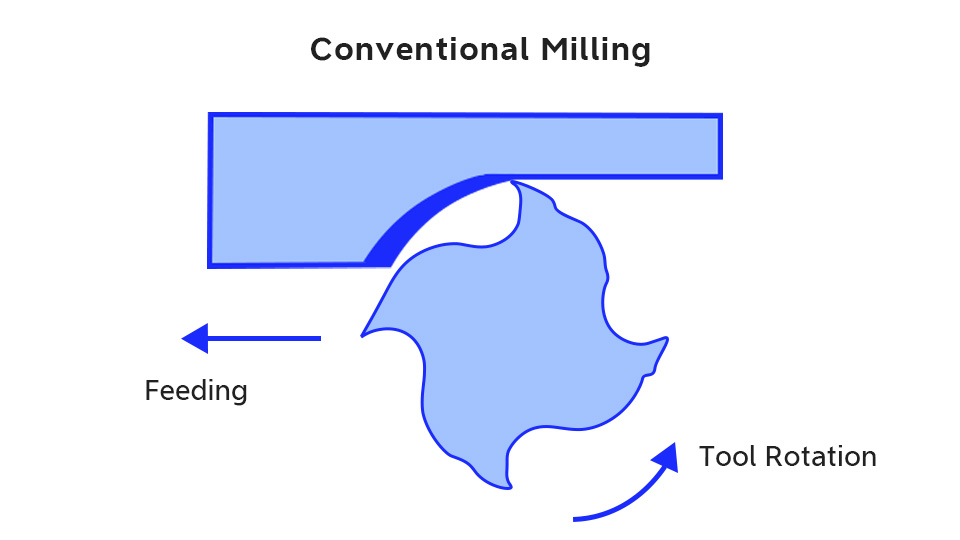
Was ist konventionelles Fr?sen?
Wenn die Drehrichtung des Werkzeugs der Vorschubrichtung des Werkstücks entgegengesetzt ist, spricht man vom konventionellen Fr?sen oder Gegenlauffr?sen. Bei diesem Verfahren ist die Dicke des Werkstücks zu Beginn des Fr?sens gleich Null und nimmt dann allm?hlich zu, bis sie am Ende das Maximum erreicht.
Zu den Vorteilen des Gleichlauffr?sens geh?ren:
- Schützen Sie das Werkzeug: Die Z?hne werden von der bearbeiteten Oberfl?che geschnitten, was keinen Werkzeugbruch verursacht.
- Stabile Werkbank: Beim Rückw?rtsfr?sen schneiden die Fr?serz?hne von unten nach oben, es gibt keinen Schlupf, wenn die Fr?serz?hne zubei?en, und die Werkbank bewegt sich nicht.
Unterschiede zwischen Steigfr?sen und konventionellem Fr?sen
In der nachstehenden Tabelle sind die wichtigsten Unterschiede zwischen Gleichlauf- und konventionellem Fr?sen zusammengefasst.
| Merkmal | Steigfr?sen | Konventionelles Fr?sen |
| Schnittrichtung | Gleiche Richtung wie Vorschub | Entgegengesetzt zur Vorschubrichtung |
| Dicke | Maximum auf Null | Null bis Maximum |
| Werkzeugverschlei? | Schneller | Langsamer |
| Richtung der Schnittkraft | Nach oben | Daunen |
| Vibration | Gro? | Klein |
| Energieverbrauch | H?her | Unter |
| Oberfl?chenrauhigkeit | H?her | Unter |
| Anmeldung | Fertigbearbeitung | Grobe Bearbeitung |
Dickenvariation
Beim Gleichlauffr?sen beginnt die Schnittdicke mit einem Maximalwert und nimmt allm?hlich auf Null ab, wenn das Werkzeug das Werkstück berührt. Dieses Schneidverfahren reduziert den anf?nglichen Schnittwiderstand, da das Werkzeug sofort bei maximaler Spandicke in das Werkstück eindringen kann, was die Reibung und den Materialabriss verringert. Im Gegensatz dazu beginnt beim herk?mmlichen Fr?sen die Schnittdicke bei Null und nimmt allm?hlich bis zu einem Maximalwert zu. Da die Reibung, die das Werkzeug beim Eintauchen erzeugt, gro? ist, was zu einem gr??eren Schnittwiderstand führt, erzeugt diese allm?hliche Zunahme der Schnittdicke in der Anfangsphase eine gr??ere Reibung, was zu Kratzern oder unregelm??igen Schnitten auf der Werkstückoberfl?che führen kann.
Werkzeugverschlei?
Der Werkzeugverschlei? beim Gleichlauffr?sen ist relativ gering. Das liegt daran, dass beim Gleichlauffr?sen die Schnittkraft direkt auf das Werkstück und die Werkzeugmaschine einwirkt, wodurch die Reibung und die Erw?rmung des Werkzeugs verringert werden. Au?erdem ist die Schnittkraft beim Gleichlauffr?sen gleichm??iger, das Werkzeug wird weniger beansprucht, und die Standzeit ist l?nger. Beim konventionellen Fr?sen ist die Reibung des Werkzeugs in der Anfangsphase der Zerspanung h?her, da die Schnittdicke von Null auf das Maximum ansteigt, wodurch mehr W?rme erzeugt wird und der Werkzeugverschlei? zunimmt. Darüber hinaus wird die Standzeit durch die erh?hte Schlagbelastung des Werkzeugs, insbesondere bei der Bearbeitung harter Materialien, weiter verkürzt.
Richtung der Kraft
Beim Gleichlauffr?sen wird die Schnittkraft des Werkzeugs nach unten gerichtet, was bedeutet, dass das Werkstück gegen den Tisch der Werkzeugmaschine gedrückt wird, wodurch die Stabilit?t erhalten bleibt und die Vibrationen reduziert werden. Diese nach unten gerichtete Schnittkraft tr?gt dazu bei, die Durchbiegung des Werkzeugs zu verringern und gleichzeitig die Belastungen für das Werkzeug und die Werkzeugmaschine zu reduzieren. Im Gegensatz dazu wirkt beim konventionellen Fr?sen die Schnittkraft nach oben, was dazu führt, dass das Werkstück vom Tisch abgehoben wird. Daher ist eine h?here Spannkraft erforderlich, um die Stabilit?t des Werkstücks zu gew?hrleisten und Bearbeitungsfehler oder Unebenheiten durch das Abheben des Werkzeugs zu vermeiden.
Vibration
Beim Gleichlauffr?sen sind die Vibrationen geringer, da die Schnittkraft nach unten gerichtet ist und das Werkstück w?hrend des gesamten Prozesses gepresst wird, wodurch der Spalt zwischen Werkstück und Werkzeug verkleinert wird, was die Vibrationen deutlich reduziert. Beim konventionellen Fr?sen ist die anf?ngliche Reibung zwischen dem Werkstück und dem Werkzeug aufgrund der nach oben gerichteten Schnittkraft gr??er, was zu st?rkeren Vibrationen führt. Diese Vibrationen beeintr?chtigen nicht nur die Oberfl?chengüte, sondern k?nnen auch zu einer Verringerung der Bearbeitungsgenauigkeit führen, insbesondere bei der Bearbeitung h?rterer oder unregelm??iger Oberfl?chen, wo die Vibrationen deutlicher hervortreten und die Besch?digung des Werkzeugs und der Ausrüstung verschlimmert wird.
Energieverbrauch
Unter den gleichen Schnittbedingungen verbraucht das Gleichlauffr?sen in der Regel 5% bis 15% weniger Energie als das konventionelle Fr?sen. Dies liegt daran, dass die Richtung der Schneidkraft beim Abw?rtsfr?sen mit der Bewegungsrichtung des Werkstücks übereinstimmt, wodurch das Werkzeug leichter in das Material schneiden und die Sp?ne abführen kann, was den Schneidwiderstand und den Energieverbrauch verringert. Beim Rückw?rtsfr?sen ist die Bewegungsrichtung des Werkzeugs entgegengesetzt zur Bewegungsrichtung des Werkstücks, was die Reibung und den Widerstand des Werkzeugs beim Eindringen in das Werkstück erh?ht und somit mehr Energie für dieselbe Schneidaufgabe erfordert.
Oberfl?chenrauhigkeit
Beim Gleichlauffr?sen kann eine geringere Oberfl?chenrauhigkeit erzielt werden, da das Werkzeug beim Schneiden keine überm??ige Reibung oder Risse auf der Werkstückoberfl?che erzeugt. Die gleichm??ige Verteilung der Schnittkraft beim Abw?rtsfr?sen und die Kontrolle der Schnittrichtung machen die Werkstückoberfl?che glatter und verringern die Notwendigkeit einer Nachbearbeitung. Beim konventionellen Fr?sen entstehen aufgrund der Reibung des Werkzeugs in der Anfangsphase des Schnitts leicht Oberfl?chenkratzer, und mit zunehmender Schnittdicke wird auch die Werkstückoberfl?che rauer oder unebener. Vibrationen beim Rückw?rtsfr?sen beeintr?chtigen die Oberfl?chenqualit?t zus?tzlich.
Wann wird welches Fr?sverfahren eingesetzt?
Beim Fr?sen sind das Gleichlauffr?sen und das konventionelle Fr?sen zwei g?ngige Verfahren. Bei der Wahl des Verfahrens sollten das Werkstückmaterial und die Bearbeitungsanforderungen berücksichtigt werden:
Material Typ
Das Gleichlauffr?sen eignet sich besser für die Bearbeitung harter Werkstoffe, da es eine geringere Schnittkraft und einen geringeren Werkzeugverschlei? aufweist und eine bessere Oberfl?chengüte erzielen kann. Konventionelles Fr?sen eignet sich besser für die Bearbeitung weicher Materialien wie Aluminium und Messing und kann das Anhaften des Werkzeugs beim Gleichlauffr?sen effektiv vermeiden und die Oberfl?chenqualit?t verbessern.
Anforderungen an die Pr?zision
Das konventionelle Fr?sen eignet sich für die Schruppbearbeitung, da es eine h?here Schnittkraft hat und schnell eine gro?e Menge an Material abtragen und die Bearbeitungseffizienz verbessern kann. Das Gleichlauffr?sen eignet sich besser für die Schlichtbearbeitung, insbesondere für Werkstücke mit hohen Anforderungen an die Oberfl?chengüte, da der Schneidprozess glatter ist und die Oberfl?chenrauheit reduziert werden kann.
Zustand der Oberfl?che
Wenn sich auf der Oberfl?che des Werkstücks eine geh?rtete Schicht oder eine Oxidschicht befindet, ist das konventionelle Fr?sen besser geeignet, da die Richtung der Schnittkraft dazu beitr?gt, die harte Schicht auf der Oberfl?che zu brechen und einen vorzeitigen Werkzeugverschlei? zu vermeiden. Bei Werkstücken mit rauen Oberfl?chen kann mit dem Gleichlauffr?sen eine bessere Oberfl?chengüte erzielt werden, wobei jedoch vorausgesetzt wird, dass sich auf der Oberfl?che des Werkstücks keine harte Schicht oder Schlacke befindet.
Schlussfolgerung
Gleichlauffr?sen und konventionelles Fr?sen haben jeweils ihre eigenen Vorteile und Anwendungen. Das Gleichlauffr?sen wird h?ufig für die Endbearbeitung und für Anwendungen mit hohen Anforderungen an die Oberfl?chenqualit?t eingesetzt. In der praktischen Fertigung sollte die Wahl zwischen Gleichlauffr?sen und konventionellem Fr?sen von den unterschiedlichen Situationen abh?ngig gemacht werden. Bei SogaWorks bieten wir umfassende CNC-Bearbeitungsdienstleistungen in China, einschlie?lich CNC-Fr?sen, Drehen und mehr. Unsere KI-gesteuerte automatisierte Plattform vereinfacht den Prozess der Beschaffung kundenspezifischer Teile und macht die Beschaffung schneller, einfacher und effizienter!