Die Oberfl?chenrauheit (Ra) ist das Ma? für die mikroskopischen Erhebungen und Vertiefungen in den Oberfl?chen von Werkstoffen in Mikrometern und beschreibt mikroskopische Unregelm??igkeiten auf Materialoberfl?chen. Die Oberfl?chenrauheit spielt eine wichtige Rolle für die Funktionsf?higkeit, so führt beispielsweise eine unzureichende Oberfl?chenrauheit zu frühzeitigen Ausf?llen und einer verminderten Tragf?higkeit der Rillen von Lagerringen. In diesem Artikel werden die Grundlagen der Oberfl?chenrauhigkeit, die Messverfahren und die Auswahl der richtigen Methode erl?utert.
Was ist eine Oberfl?chenbehandlung?
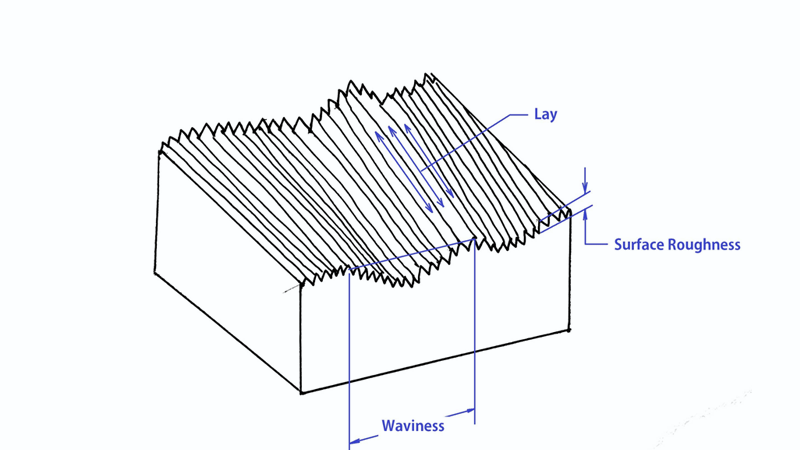
Die Oberfl?chenbeschaffenheit setzt sich aus drei verschiedenen Elementen zusammen - Rauheit, Schliff und Welligkeit. Es ist jedoch nicht ungew?hnlich, dass der Begriff "Oberfl?chenbeschaffenheit" nur für die Oberfl?chenrauhigkeit verwendet wird. Die Rauheit ist der am h?ufigsten spezifizierte Aspekt der Oberfl?chenbeschaffenheit.
Legen
Der Begriff "Schicht" bezeichnet das vorherrschende Muster auf einer Oberfl?che und die Ausrichtung dieses Musters. Das Muster wird im Allgemeinen durch den Herstellungsprozess erzeugt und kann parallel, senkrecht, kreisf?rmig, kreuzschraffiert, radial, multidirektional oder isotrop (ungerichtet) sein.
Lay bezieht sich auf das prim?re Muster auf einer Oberfl?che und die Ausrichtung dieses Musters. Es handelt sich in der Regel um ein Nebenprodukt des Herstellungsprozesses. Die verschiedenen Arten des Schnittes k?nnen parallel, senkrecht, kreisf?rmig, kreuzschraffiert, radial, multidirektional oder isotrop (ohne Vorzugsrichtung) sein.
Welligkeit
Die Welligkeit bezieht sich auf die Oberfl?chenvariationen, die am weitesten auseinanderliegen. Verallgemeinernd kann man sagen, dass periodische Unregelm??igkeiten auf der Oberfl?che gr??er sind als die Stichprobenl?nge, die für die Messung der Rauheit verwendet wird. Dennoch sind sie weniger klein, kürzer und geregelter, als dass sie nicht zu den Ebenheitsfehlern z?hlen. Es ist üblich, dass Oberfl?chenwelligkeit aufgrund von Verwerfungen bei der Erw?rmung und Abkühlung oder aufgrund von Bearbeitungsfehlern auftritt, wobei diese Fehler eine Folge von Rattern oder Durchbiegung sind.
Die Bewertungsl?nge wird zur Messung der Welligkeit verwendet, und es wird ein Welligkeitsprofil in dieser L?nge erstellt. Das Welligkeitsprofil enth?lt keine Unregelm??igkeiten in der Oberfl?che aufgrund von Rauheit, Ebenheit oder Formabweichungen. Der Abstand zwischen den Spitzen der Wellen wird als Welligkeitsabstand (Wsm) bezeichnet, w?hrend die Wellenh?he durch Parameter wie die durchschnittliche Welligkeit (Wa) oder die Gesamtwelligkeit (Wt) bestimmt wird. Welligkeitsspezifikationen sind weniger üblich als Rauheitsspezifikationen, aber für Lagerlaufringe oder Dichtungsfl?chen sind sie sehr wichtig.
Oberfl?chenrauhigkeit
Die Oberfl?chenrauhigkeit wird als eng beieinander liegende Erhebungen und Vertiefungen auf einer Oberfl?che bezeichnet und ist das Ergebnis der Materialbeschaffenheit und des Produktionsprozesses.
Kriterien für die Bewertung der Oberfl?chenrauhigkeit
L?nge der Probenahme
Die Probenahmel?nge ist eine bestimmte Bezugsl?nge, die zur Bewertung der Oberfl?chenrauheit verwendet wird. Sie sollte auf der Grundlage der tats?chlichen Formations- und Texturmerkmale der Oberfl?che gew?hlt werden. Die gew?hlte L?nge muss die Rauheitsmerkmale der Oberfl?che genau wiedergeben. Bei der Messung sollte die Abtastl?nge der allgemeinen Konturrichtung der Oberfl?che folgen. Der Zweck der Definition und Auswahl einer Abtastl?nge besteht darin, den Einfluss von Welligkeit und Formfehlern auf die Ergebnisse der Rauheitsmessung zu minimieren.
Bewertung L?nge
Die Auswertungsl?nge ist die Gesamtl?nge, die für die Bewertung der Oberfl?chenrauheit verwendet wird. Sie besteht aus einer oder mehreren Abtastl?ngen. Da die Oberfl?chenrauheit in verschiedenen Bereichen eines Teils variieren kann, kann eine einzige Abtastl?nge die Rauheitscharakteristik nicht vollst?ndig wiedergeben. Um eine genauere Beurteilung zu erhalten, werden mehrere Abtastl?ngen genommen. Normalerweise umfasst die Auswertungsl?nge 5 Abtastl?ngen.
Referenzlinie
Die Bezugslinie ist die Basislinie, die zur Bestimmung der Oberfl?chenrauheitsparameter verwendet wird. Es gibt zwei Arten:
- Kleinste-Quadrate-Mittelwertlinie: Geometrische Konturlinie, die die Summe der quadratischen Abweichungen aller Punkte innerhalb der Stichprobenl?nge minimiert. Sie bietet eine ideale mathematische Darstellung des Oberfl?chenprofils.
- Linie des arithmetischen Mittels: Diese Linie gew?hrleistet, dass die Fl?chen des Profils oberhalb und unterhalb der Linie innerhalb der Stichprobenl?nge gleich sind.
Die Linie des kleinsten quadratischen Mittelwerts ist die ideale Referenzlinie, aber in der Praxis schwer anzuwenden. Daher wird stattdessen h?ufig das arithmetische Mittel verwendet. Eine gerade Linie mit ?hnlicher Lage wird bei der Messung oft als N?herung verwendet.
Terminologie der Oberfl?chenrauhigkeit
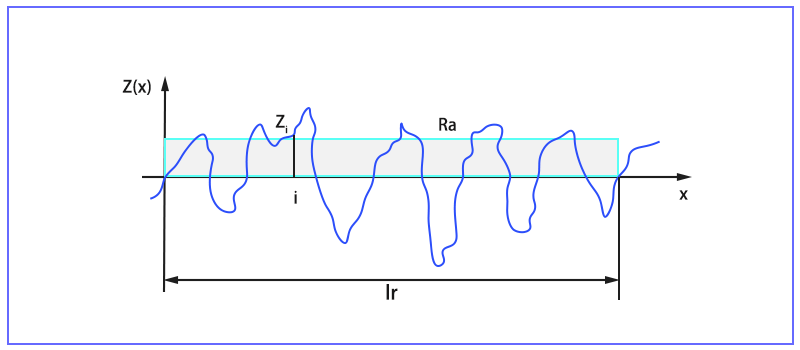
Ra - Der numerische Durchschnitt aller Spitzen und T?ler über die gesamte Auswertungsl?nge. Er wird auch als Center Line Average (CLA) bezeichnet.
Rz - Der Durchschnitt der aufeinanderfolgenden h?chsten Spitzen und tiefsten T?ler. Der vertikale Abstand zwischen dem h?chsten Gipfel und dem tiefsten Tal, der Abstand zwischen dem zweith?chsten Gipfel und dem zweittiefsten Tal usw. Dies wird in der Regel für die fünf gr??ten Abweichungen durchgeführt, und dann wird ein Durchschnitt berechnet. Auf diese Weise k?nnen Fehler vermieden werden, da Ra relativ unempfindlich gegenüber einigen Extremen ist.
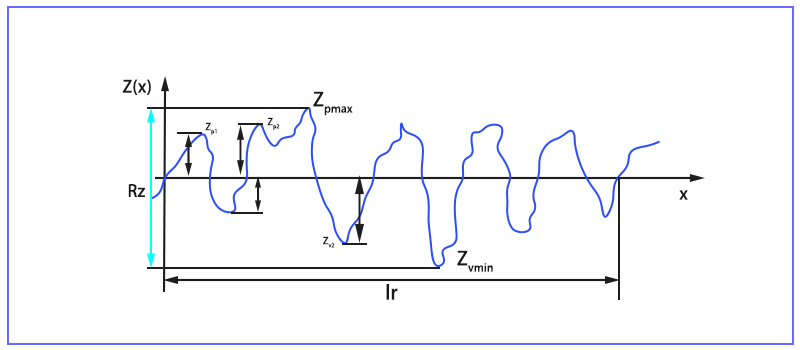
Rmax - Der vertikale Abstand zwischen dem h?chsten Gipfel und dem tiefsten Tal, berechnet innerhalb der Stichprobenl?nge.
Rp - Der berechnete Abstand zwischen der h?chsten Spitze des Profils und der mittleren Linie innerhalb der Auswertungsl?nge.
Rv - Der berechnete Abstand zwischen dem tiefsten Tal des Profils und der mittleren Linie innerhalb der Auswertungsl?nge.
Umrechnungstabelle für Oberfl?chenrauhigkeit
Die nachstehende Tabelle zeigt die Umrechnung zwischen Industriestandardeinheiten für die Messung der Oberfl?chenrauheit. Das Wissen um die Umrechnung einer alternativen Industriestandard-Einheit - z. B. der Oberfl?chenrauheit Ra in metrischen und imperialen Ma?einheiten - in die ISO-Norm k?nnte für die von Ihnen gewünschte Oberfl?chengüte sehr hilfreich sein.
| Ra(um) | Ra(μin) | RMS(μin) | Rz(μm) | Skala N (ISO 1302) |
| 0.025 | 1 | 1.1 | 0.3 | N1 |
| 0.05 | 2 | 2.2 | 0.5 | N2 |
| 0.1 | 4 | 4.4 | 0.4 | N3 |
| 0.2 | 8 | 8.8 | 0.8 | N4 |
| 0.4 | 16 | 17.6 | 1.6 | N5 |
| 0.8 | 32 | 32.5 | 3.2 | N6 |
| 1.6 | 63 | 64.3 | 6.3 | N7 |
| 3.2 | 125 | 137.5 | 12.5 | N8 |
| 6.3 | 250 | 275 | 5 | N9 |
| 12.5 | 500 | 550 | 50 | N10 |
| 25 | 1000 | 1100 | 100 | N11 |
| 50 | 2000 | 2200 | 200 | N12 |
Messung der Oberfl?chenrauhigkeit
Es gibt verschiedene Methoden zur Messung der Oberfl?chenrauheit, die im Allgemeinen in 4 Arten unterteilt werden k?nnen: Kontaktmessung, berührungslose Messung, Vergleich mit bekannten Proben und prozessbegleitende Methoden.
Kontakt-Stift-Profilometer
Die berührende Messung ist die am h?ufigsten verwendete Methode. Dieser Diamanttaster bewegt sich auf und ab, wenn er auf Spitzen und T?ler trifft. Die Verschiebung wird in digitale Werte umgewandelt und auf dem Bildschirm des Profilometers angezeigt. Mit dieser Methode werden oft bis zu 20 mm gemessen. Profilometer sollten nicht für weiche oder leicht verformbare Oberfl?chen verwendet werden, da der Kontakt die Oberfl?chenstruktur ver?ndern kann.
Berührungslose Methoden
Bei der berührungslosen Messung wird die Oberfl?chenrauheit mit direktem Kontakt optisch oder mit Licht gemessen, z. B. mit der konfokalen Laserscanning-Mikroskopie und der Lasertriangulation. Ein Strahl wird auf die Oberfl?che projiziert, um die Beugung und die reflektierten Signale zu messen. Diese Methoden sind ideal für weiche Materialien und komplexe Geometrien, da sie die Oberfl?che nicht berühren. Die Genauigkeit wird jedoch leicht durch das Reflexionsverm?gen und die Farbe der Oberfl?che beeintr?chtigt.
Methoden zum Vergleich
Die Hersteller k?nnen die Rauheitsparameter bewerten, indem sie die Oberfl?che mit dem Muster mit taktilen und visuellen Sinnen vergleichen.
In-Process-Methoden
prozessbegleitende Methoden wie die Induktivit?t, die die Oberfl?chenrauheit mit Hilfe von magnetischen Materialien und elektromagnetischer Energie misst. Der gemessene Parameterwert kann dann helfen, vergleichbare Rauheitsparameter zu ermitteln.
Wie w?hlt man die geeignete Oberfl?chenrauhigkeit?
Bei einigen Anwendungen spielt die Oberfl?chenrauheit keine gro?e Rolle. In verschiedenen anderen Szenarien ist sie jedoch von gro?er Bedeutung. Bei kritischen Anwendungen kann sich die Oberfl?chenrauheit auf die Funktionalit?t, Leistung, Haltbarkeit und das Aussehen von Teilen auswirken. Sie wirkt sich auch auf die Bearbeitungszeit und die Kosten aus.
Die Anforderungen an die Oberfl?chenrauhigkeit bei der CNC-Bearbeitung variieren je nach Anwendung. Es gibt keine von Natur aus gute oder schlechte Oberfl?chenrauhigkeit, sondern es kommt darauf an, ob sie den spezifischen Anforderungen entspricht. Daher ist es von gro?er Bedeutung, die geeignete Oberfl?chenrauheit für die CNC-Bearbeitung Ihres Werkstücks zu bestimmen. Die folgenden Faktoren sollten bei der Auswahl berücksichtigt werden.
Funktionsweise und Zweck
Bei der Wahl der richtigen Oberfl?chenrauheit für die CNC-Bearbeitung ist der Verwendungszweck Ihres Teils die wichtigste überlegung. Die Oberfl?chenrauheit kann sich auf die Eigenschaften Ihres Teils auswirken und darauf, wie es mit anderen Teilen und der Arbeitsumgebung interagiert. Sie kann den Reibungskoeffizienten, den Ger?uschpegel, die Verschlei?festigkeit, das Absorptionsverm?gen, die optischen Eigenschaften, die Tragf?higkeit, die Haltbarkeit, die elektrische Leitf?higkeit, die Schmierung und viele andere Funktionen und Eigenschaften beeinflussen. In der nachstehenden Tabelle sind die verschiedenen Funktionen von CNC-gefertigten Teilen, die Auswirkungen der Oberfl?chenrauhigkeit auf diese Funktionen und die entsprechenden empfohlenen Oberfl?chenrauhigkeitswerte aufgeführt.
Die nachstehende Tabelle zeigt die übliche Rauheit für verschiedene Fertigungsverfahren.
| Prozess | Gemeinsame Ra(um) |
| Schleifen | 0.2 - 1.6 |
| Honen | 0.1-0.8 |
| Elektropolieren | 0.1-0.8 |
| Polieren | 0.1-0.4 |
| L?ppen | 0.05-0.4 |
| Superfinish | 0.025-0.2 |
| Fr?sen | 0.8-6.3 |
| Wenden | 0.4-6.3 |
| Bohren | 1.6-6.3 |
| EDM | 1.6-3.2 |
| Schmieden | 3.2-12.5 |
| Laserschneiden | 0.8-6.3 |
| Strangpressen | 0.8-3.2 |
Kosten und Produktionszeit
Das Erreichen einer glatteren Oberfl?chenrauheit bei der CNC-Bearbeitung erfordert einen h?heren Bearbeitungsaufwand. Um niedrige Rauheitswerte zu erreichen, sind niedrigere Maschinengeschwindigkeiten, feinere Vorschübe und flachere Schnitte erforderlich. Bei Ra-Werten von 0,4 und darunter kann zus?tzliches Polieren erforderlich sein. Der pr?zise Fertigungsprozess und diese zus?tzlichen Schritte erfordern mehr Zeit und Mühe, was wiederum die Produktionskosten in die H?he treibt.
über SogaWorks
SogaWorks ist eine All-in-One-Online-Plattform für kundenspezifische mechanische Teile, die über 1.000 erstklassige Fabriken verbindet, um Start-ups und gro?e Unternehmen zu bedienen. Wir bieten flexible Fertigungsl?sungen für Rapid Prototyping, Kleinserien und Gro?serien mit Dienstleistungen wie CNC-Bearbeitung, 3D-Druck, Blechfertigung, Urethanguss und Spritzguss. Mit unserer KI-gesteuerten Angebotserstellung kann SogaWorks innerhalb von 5 Sekunden Angebote erstellen, die beste Kapazit?t ermitteln und jeden Schritt verfolgen. Dies verkürzt die Lieferzeiten und steigert die Produktqualit?t.